De meeste 3D printers gebruiken een verwarmd bed om er voor te zorgen (onder andere) dat plastic objecten niet los laten tijdens het printen.
Dit is gebaseerd op het feit dat men het te printen voorwerp op een bepaalde temperatuur wilt houden zodat vervorming (warping) niet plaats vindt door temperatuur verschillen in de verschillende print lagen, waardoor het geprinte voorwerp los kan komen of zelfs achter de extruder blijft hangen en rond gesleept gaat worden. (referentie)
Het grote nadeel van een verwarmd bed is echter dat het gruwelijk lang kan duren voor een bed op temperatuur is. Hier een goedkope en super simpele truc om het zaakje sneller te laten opwarmen. Ik heb het alleen maar met een LeapFrog Creatr geprobeerd, maar ik ben er zeker van dat dit ook met andere 3D printers zal werken die printen met plastics zoals ABS.
Waarom duurt het opwarmen zo lang?
Bij de meeste 3D printers is het bed vrij open geplaatst. Een groot deel van de warmte gaat hierdoor verloren aan de omgeving tijdens het opwarmen.
Als je bijvoorbeeld in een kamer bent, waar de temperatuur zo’n 20 graden Celsius is, en je probeert het verwarmde bed van een 3D printer op te warmen naar zeg maar 90 graden Celsius, dan verlies je veel van deze warmte aan de kamer. Natuurlijk niet aan de hele kamer natuurlijk, anders zou het er bloed heet worden, maar vooral aan de lucht rondom het bed.
Mijn LeapFrog Creatr (welke panelen aan de achterkant en zijkanten heeft!) kan het soms meer dan een uur duren voor het bed 90 C bereikt in een kamer welke 20 C is.
Lucht is geen goede warmte geleider, maar wel een goede manier om warmte te verplaatsen (convectie).
Dit is de reden waarom we stilstaande lucht gebruiken voor isolatie – bijvoorbeeld dubbel glas.
Maar dit is ook de reden waarom we lucht verplaatsen om onze Air-Conditioning te laten werken.
Overigens: luchtvochtigheid speelt hier ook een rol in.
Nu zie je waarom we dus bewegende lucht rond ons print-bed willen vermijden – het koelt het bed af terwijl we het proberen op te warmen.
Simpele truc om het print bed sneller te verwarmen
De eerste stap is natuurlijk lucht circulatie te minimaliseren … ventilators, open ramen, veel beweging rond de printer etc.
Met de volgende truc minimaliseren we lucht circulatie nog meer en dat praktisch gratis.
Het toepassen van deze truc reduceerde de opwarm tijd drastisch voor mijn Leapfrog 3D printer van meer dan een uur naar zo’n 20 minuten – ik noem dat een indrukwekkende verbetering, en het bespaard ook nog eens stroom.
Verwarmd bed met bed turbo boost
<Knight Rider turbo boost geluid hier>
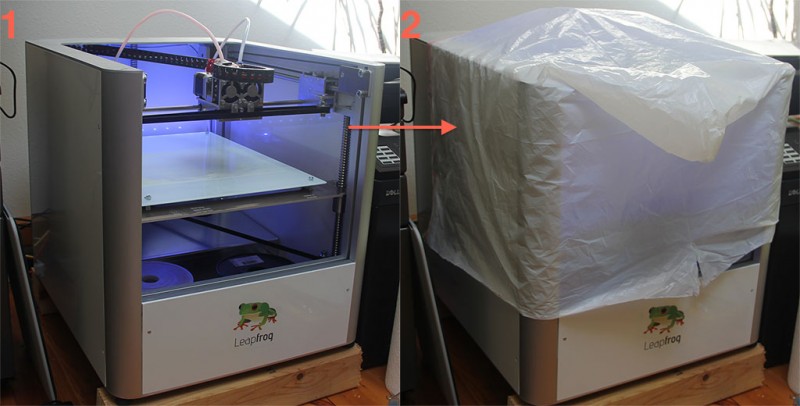
Voor deze truc hebben we alleen maar een vuilniszak nodig.
Ik heb zelf een standaard Glad 13 Gallon vuilniszak gebruikt (50 liter vuilniszak) welke ongeveer 58 cm breed, en 68 cm hoog/lang is.
3D printers zien we natuurlijk een een legio van vormen en formaten, het kan dus voor jouw printer nodig zijn om een beter passende vuilniszak te zoeken. In mijn geval werkte het uitstekend voor de LeapFrog Creatr.
Stap 1 – Knip of snij de vuilniszak aan 1 kant open
Leg de vuilniszak op een vlakke ondergrond (vloer, tafel, etc) en knip of snij een van de zijkanten open, zoals hieronder aangegeven.

Knip een vuilniszak aan 1 kant open
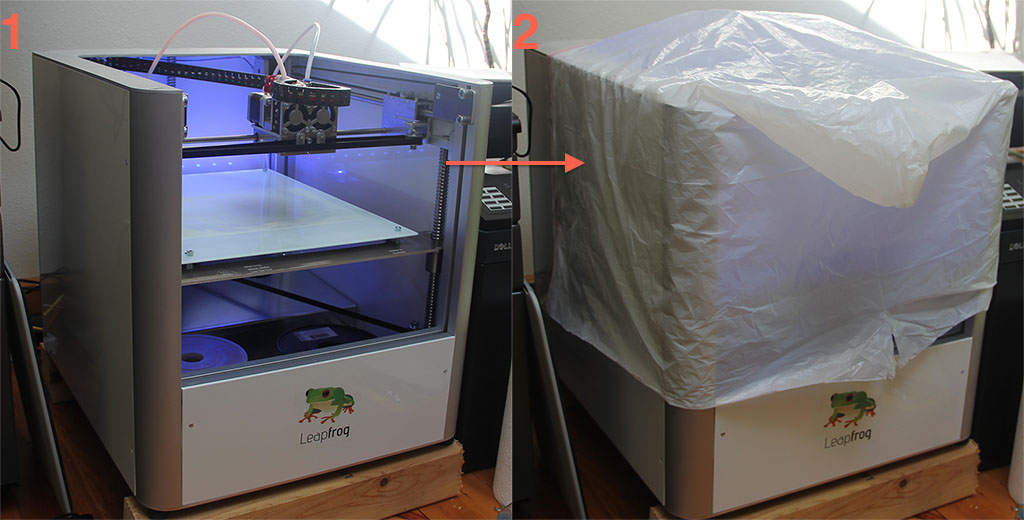
Stap 2 – Plaats de vuilniszak over de printer tijdens het opwarmen
Wanneer je begint met het opwarmen van het verwarmde bed van jouw 3D printer, plaats dan de vuilniszak (zoals hier onder weergegeven) over de printer. Voor mijn LeapFrog Creatr zie je in de foto dat de bovenkant van de vuilniszak (de oorspronkelijk opening) gelijkt komt te zitten met de achterkant (boven op) van de printer. Andere 3D printers hebben misschien een ander positionering nodig. Zolang de vuilniszak maar de openingen afdekt.
Je zult nu merken dat de tijd die het kost om het bed op temperatuur te krijgen, aanzienlijk korter is.
Als het bed op temperatuur is verwijder je de vuilniszak zodat je kunt zien wat de printer doet tijdens het printen.
Plaats de vuilniszak over de printer


Reacties
Er zijn 24 reacties welke je hieronder kunt lezen.
Je kunt jouw eigen opmerkingen plaatsen m.b.v. dit formulier, of een reactie op een bestaande opmerking plaatsen door op de "Beantwoorden" knop te klikken.
Ik gebruik tempex ter grootte van het bed (net tussen de 4 boutjes) en 2 cm dik, nu tussen de 10 en 15 min. is het bed op 80 graden celsius.
Ik warm het bed handmatig op, dan pas printen. Doe je dit niet dan loop je de kans dat je het tempex vergeet weg te halen m.a.g. dat de boel vast loopt
Kijk hier naar mijn opstelling
Teun Holleman
Hi Teun!
Uitstekend idee!!!
Hoe warm je het bed handmatig op?
hans
Met handmatig bedoel een instelling in de software Symplify 3D, bij de printer geleverd.
In “Machine controle panel” zit een optie om extruders en bed voor te warmen. Als de print klaar is wordt deze vanzelf weer uit gezet.
Als ik meerdere prins achter elkaar wil printen zet ik de extruders en bed weer snel aan want afkoelen gaat sneller dan opwarmwen.
Zie hier
Teun Holleman
Cool – had ik even helemaal vergeten – ik gebruik Simplify 3D ook …!
Maar het 3D printen gaat me echt niet goed af …
hans
Heb hem net gestart en van 19 tot 80 graden duurde 17 min. het is momenteel een stuk kouder als de laatste keer dat ik hem op starte, maar globaal rond de 15 min
Ik ben ook nog aan het zoeken vandaar dat ik hier op deze site was uitgekomen.
Moet de prints momenteel van het bed breken met als gevolg kapotte folie. bij gebruik van ABS en een temp. van 220 graden en bed 80 graden.
Ga het bed wat lager zetten in temp.
Teun Holleman
Ik merk dat ABS wat moeilijker werkt, maar bij mij wordt het bed niet super warm (ik woon in de VS, 110V, en ben nu even in NL op bezoek). PLA werkt beter, maar ik vindt ABS beter plastic voor het “eindproduct” …
Heb al verschillende dingen geprobeers:
– ABS slurrie (ABS opgelost in aceton)
– Painters Tape (blauw)
– Speciale plastic plaat (online in Duitsland gevonden)
– Direct op het bed
– Kapton Tape
– Verschillende temperaturen
Het maakt allemaal niet zo veel uit: of het zit muurvast (zoals jij al zei) of het schiet tijdens het printen los.
hans
Welkom in Nederland.
Oh, is hij dan niet over te zetten naar 110V?
Heb de laatste keer haarlak geprobeerd maar zonder resultaat,misschien verschillende soorten proberen.
Direct op het bed, werkt helemaal niet, ook geprobeerd.
Teun Holleman
Dank je wel, na 12 jaar weg te zijn geweest is het heerlijk om hier weer te zijn (maar wat is NL een rommeltje geworden zeg, zeker als je kijkt naar belastingen, studie financiering, en gezondheidszorg) … anyway, nog wel lekkere frikandellen, kroketten, eierkoeken, etc!
Ja, de ingevouwde voeding kan inderdaad naar 110V gezet worden.
Haarlak heb ik nog niet geprobeerd, maar direct op het bed werkte (met PLA) verrassend goed … althans, even. Als het voorwerp te hoog wordt, dan gaat dat ook fout.
Ik zie wel een aantal lieden die blijkbaar wel succesvol printen met de Creatr – dit is nu al m’n 2de (met heel veel dank aan LeapFrog!) maar het lukt nog steeds van geen meter …
…
hans
tot nu toe het beste resultaat is simpel dubbelzijdig tape. (niet die hele goedkope van bijv de Action)
werkt perfect.
Ray
Hi Ray,
heb je een link voor wie dit product zou willen kopen?
Ik heb al verschillende soorten tape geprobeerd, maar nog geen succes gehad.
hans
Op de Ultimaker 2 heb ik al veel oplossingen geprobeerd. Voor mij werkt:
ABS: kapton tape op de glasplaat, plaat op 100 graden en printen op 260 graden. Na volledig afkoelen van de glasplaat de print pas verwijderen. Indien te vast: glasplaat kort in de vriezer. Printen met brim! (Hechtrand)
PLA: bij de printer werd een lijmstick geleverd. Deze lijm breng ik dun op bij een koude glasplaat. Daarna gebruik ik een goed vochtige make-up pad (wattenschijf) om de lijm te verdelen op de plaat. Dan zet ik de heater van het bed aan en laat ik daarmee de lijm drogen. Je ziet dan geen lijm meer, maar het bed is dan iets stroef. Bed 63, extruder 235. Na afkoelen pak je het object zo los van de plaat. Afhankelijk van het object wel of geen brim.
Flex PLA: lijm op glas, echter snelheid gedeeld door 3 en flow 110%. Geen brim, print is dan niet meer los te krijgen!
HIPS: lijm op glas, bed 100, extruder 260, weinig of geen fan.
Colorfab XT: lijm op glas, bed 70, extruder 235 tot 245 afhankelijk van object. Weinig fan en zo laat mogelijk inschakelen. Hechting is lastig, dus altijd brim gebruiken. Kapton nog niet geprobeerd.
De lijmstick die Ultimaker bijlevert is van Staples. Witte houtlijm wordt op Fora genoemd als alternatief. Dit ruikt en voelt ongeveer hetzelfde.
EricT
Hi EricT!
Dank je wel voor de geweldige tips!
Ik heb zelf een LeapFrog CreatR en ik moet heel eerlijk zeggen dat na maanden experimenteren dat ik het gewoon weg opgegeven heb iets fatsoenlijks te kunnen printen. Maar dat was in de tijd dat ik in de VS woonde (110V – en het lijkt erop dat de voeding het daar niet zo goed kan bij houden ook al staat de voeding op 110V).
Ik ben net weer naar NL verhuisd dus in de komende maanden ga ik weer een poging nemen om wat te kunnen printen, en jouw tips gaan daarbij zeker handig zijn! Ik had het e.e.a. al wel geprobeerd (o.a. kaptop, ABS slurry, painters tape, lijmstick) maar zonder succes. Maar,… daarbij moet ik dan zeggen dat het bed nooit lekker op temperatuur kwam.
Mocht je nog leuke tips hebben: ze zijn ZEER welkom …
hans
Als het opwarmen niet voldoende lukt, dan gewoon een heater bijplaatsen (bijvoorbeeld een paar buislampjes in serie op een regelbare voeding onder het bed plakken.) Je kunt dan mooi zien dat je aan het bijverwarmen bent omdat je dan de hoeveelheid licht kunt zien. De regeling van de printer doet dan de rest en het bed is in minuten warm in plaats van een uur….
Hieronder mijn blad met instellingen voor de UM2. Let op: mijn ontwerpen zijn over het algemeen specifiek ontworpen voor 3D printen en moeten sterk zijn. Ik print dus vaak wat dikker en met zo weinig mogelijk overhang. (Het onderstaande is eigenlijk een tabel, maar dat ondersteunt dit venster niet.)
Ultimaker Flex PLA
Extruder temperatuur: 235
Buildplate temperatuur 63
Buildplate preperation Lijm op glas
Snelheid 25mm/s
Laaghoogte 0.1
Initial layer 0.25 @ 90%
Sterke print 1.2 / 1.2 / 35%
Flexibele print 0.8 / 0.8 / 22%
Fan Nee
Materiaalflow 110%
Brim Nee, is dan bijna niet te verwijderen
Support Ja, 25% en 0.1 distance
Opmerkingen – In de feeder de extra geleider plaatsen
– Drupje olie op het eerste materiaal
– Na enkele uren printen nog een drupje olie
– Printer aan de voorzijde afsluiten
Ultimaker PLA
Extruder temperatuur: 235
Buildplate temperatuur 63
Buildplate preperation Lijm op glas
Snelheid 50 mm/s
Laaghoogte 0.1
Initial layer 0.25 @ 90% (Let op afstand tot bed, slip op filament!)
Sterke print 1.6 / 1.6 / 35%
Lichte print 0.8 / 0.8 / 22%
Fan Ja, 100% @ 1mm (afhankelijk van ontwerp)
Materiaalflow 105%
Brim Ja, bij lange smalle objecten
Support Ja, 25% en 0.1 distance
Opmerkingen – Indien het ontwerp het toelaat de fan op een lager percentage instellen voor een mooier oppervlak en meer sterkte.
Ultimaker ABS
Extruder temperatuur: 260
Buildplate temperatuur 100
Buildplate preperation Lijm op glas
Snelheid 50 mm/s
Laaghoogte 0.1
Initial layer 0.25 @ 90% (Let op afstand tot bed, slip op filament!)
Sterke print 1.6 / 1.6 / 35%
Lichte print 0.8 / 0.8 / 22%
Fan Ja, 50% @ 1mm (afhankelijk van ontwerp)
Materiaalflow 105%
Brim Ja, brede brim of zelfs eventueel raft.
Support Ja, 25% en 0.1 distance
Opmerkingen – Indien het ontwerp het toelaat de fan op een lager percentage instellen voor een mooier oppervlak en meer sterkte.
HIPS
Extruder temperatuur: 260
Buildplate temperatuur 100
Buildplate preperation Lijm op glas
Snelheid 50 mm/s
Laaghoogte 0.1
Initial layer 0.25 @ 90% (Let op afstand tot bed, slip op filament!)
Sterke print 1.6 / 1.6 / 35%
Lichte print 0.8 / 0.8 / 22%
Fan Alleen indien nodig voor overhang of dun object
Materiaalflow 105%
Brim Ja, naar behoefte
Support Ja, 25% en 0.1 distance
Opmerkingen – Indien het ontwerp het toelaat de fan op een lager percentage instellen voor een mooier oppervlak en meer sterkte.
Colorfab XT
Extruder temperatuur: 238-245
Buildplate temperatuur 70
Buildplate preperation Lijm op glas
Snelheid 50 tot 70 mm/s
Laaghoogte 0.1
Initial layer 0.25 @ 90% (Let op afstand tot bed, slip op filament!)
Zeer sterke print (Ook buigvast) 1.2 / 1.2 / 100% of 0.8 / 0.8 / 100%
Sterke 1.6 / 1.6 / 35%
Lichte print 0.8 / 0.8 / 22%
Fan Indien nodig op 45% na 3 – 5mm (ivm laaghechting)
Materiaalflow 105% tot 110%
Brim Ja, brede brim of zelfs eventueel raft.
Support Ja, 25% en 0.1 distance
Opmerkingen – Degeneratie in de nozzle is problematisch.
– Te veel fan blaast draden
EricT
Hoi Eric,
Dank je wel voor de uitgebreide info! Ik ga er mee aan de slag zodra ik in m’n nieuwe huisje alles op orde heb (vertaal: een mooie plaats heb gevonden voor de printer ).
).
Extra heater hulp met buislampjes, geen gek idee!
hans
Met dubbelzijdig tape werkt voor mij het beste.
Echter deze is duur en niet makkelijk te vinden (rol die ik had kwam van Supertape te Etten-leur).
Nu gebruik ik wat ever soort van dubbelzijdig tape met daar op plakfolie (plak zijde naar boven).
Werkt ook perfect.
Dus, toch tape van de action met daar op plakfolie.
Groet, Ray.
Ray
Thanks Ray!
Na het proberen van allerlei varianten van tape, en vloeistoffen, etc. is het handig om even te horen wat jouw ervaring is
Het uitproberen is vaak niet erg maar het schoonmaken daarna … dat kan soms wel een beetje een ellende zijn … haha.
Dus .,.. dubbelzijdige tape met daarop plakfolie. Ehm … ben net terug in Nederland na 12 jaren in de VS te hebben gewoond, dus moet weer even wennen aan de Nederlandse taal.
Je bedoelt van die vinyl plakfolie? Zoals b.v. hier aangeboden wordt: http://www.plakfoliewebshop.nl/?
hans
Hi Hans,
Na dat ik mijn printer heb gebouwd ben ik eigenlijk meteen begonnen met deze procedure.
De eerste print hing bij mij meteen aan de nozzle en sleepte het mee op het bed. Blauwe tape, daar had men het over maar die had ik niet, Een verwarmend bed had ik toen ook niet dus wat moet je dan inderdaad.
De dubbelzijdige tape had ik nog en dus vanuit die test is een perfect idee onstaan. Echter de dure tape raakte op en daar ik niet meer voor dit bedrijf werk moest ik op zoek naar een soort gelijke tape. Wel, de dubbelzijdige tape van de Action is alleen (zonder plakfolie) niet goed daar die smelt zodra de nozzle maar in de buurt komt. Daarbij komt dat deze (alleen) niet makkelijk van de glasplaat is te halen. Maar een stukje plakfolie er op doet wonderen. Het geprinten item staat als een huis tijdens het printen en is ‘makkelijk’ te verwijderen. Met wat kracht en beleid gaat het goed. (heb zelfs de glasplaat eens in het water gelegd zodat de lijm wat soft wordt en alles er af komt.)
Nu heb ik diverse glasplaten, in diverse afmetingen met dubbelzijdige en plakfolie klaar staan zodat ik daar mezelf niet meer druk over maak tijdens een opdracht voor de 3D printer.
Tevens is het zo dat de plakfolie een beschermlaag heeft die je net voor het printen verwijderd.
Bereken wel even opnieuw wat de totale hoogte van dubbelzijdig en plakfolie (zonder beschermlaag) totaal is zodat je nozzle niet door de tape hoeft. (klinkt wellicht kinderachtig maar het is toch wel belangrijk (altijd) voor de eerste laag die je print.)
Plakfolie is ‘bijna’ overal te verkrijgen. bijv. de bouwmarkt,of een beetje warenhuis. In diverse kleuren wat ik zelf wel heel fijn vind. Print ik zwart gebruik ik bijv. wit. Maakt het makkelijk om te zien of het goed gaat.
Good luck.
Ray
Dank je wel Ray voor de geweldige tips!
Op mijn printer is het verwijderen van de glasplaat niet zo eenvoudig, helaas,… dus ik ben op zoek naar wat handigere methoden voor mijn printer.
Wat zou er gebeuren als je de b.v. magnetron folie met water op de glasplaat zet?
Ik moet nog een paar weken wachten tot ik weer aan de slag kan met de 3D printer – en ik wil de goede mensen van LeapFrog ook eens benaderen (nu ik weer in NL ben) voor hulp. Ik ga dan zeker mijn bevindingen hier posten!
hans
Hallo, ik lees dit artikel voor het eerst.
Had met mij Prusa i3 problemen met het printen van ABS, wrapping. Van alles al geprobeerd. De tips wook orden allemaal op deze site genoemd. Uiteindelijk bleek de temperatuurmeter van het warmtebed niet de juiste waarde aangaf en het wamtebed niet warm genoeg werd. De op deze site aangedragen ideeen om het bed sneller te laten opwarmen had ik al toegepast.
Omdat het MK2B bed tot wel 15V aan zou kunnen warm ik nu op met een externe voeding met een hogere spanning dan de besturingsprint.
Dit is een oplossing voor wat meer technische lezers onder ons. Dmv een relais met een wisselcontact warm ik het bed op met 13V. Ik ga dit nog verder verhogen. Als ik de externe voeding aanzet dan wordt het relais bekrachtigd en wordt het bed verwarmd met 13V. als hij bijna op temperatuur is dan start ik het printproces. Na 2 lagen kan de bedtemperatuur van 95 naar 85 graden Celcius. Op dat moment schakel ik de externe voeding uit en wordt het bed gecontroleerd gevoed via de printerschakeling.
Ipv de externe voeding wil ik een powerconverter achter de standaardvoeding plaatsen. Ipv van het relais komt dan een power transistor of FET als regelbare “kraan” in de voedingslijn naar het bed zodat het bed meer spanning krijgt dan de besturingsprint, maar wel door de print wordt bestuurd. Inmiddels heb ik er besteld (rond de EUR 2,50 in china incl verzenden). De besturingsprint blijft de standaard 12V krijgen en het bed dus de hogere spanning.
Tevens heb ik de voedingsdraden naar het bed vervangen door dikkere van minimaal 1,5mm2.
BTW, voor op de glasplaat gebruik ik vooralsnog 3Dlac. Nu ik de bed temperatuur goed kan krijgen ga ik nog experimenteren met andere kleef methoden. Haarlak van ACTION schijnt goed te werken. Die bus moet toch op, hi.
MIro
Haha, dank je wel MIro voor de geweldige tip!
Ik moet toegeven dat ik het 3D printen voorlopig maar even opzij heb gezet, maar ik denk dat je zeker gelijk hebt voor wat betreft de voeding van de verwarmingselementen en eventueel niet goedwerkende temperatuur sensoren.
Ik gebruikte mijn 3D printer in de VS (110V), waarbij ik continue dit soort problemen had.
Na terug verhuist te zijn naar NL, en de voeding omgezet te hebben naar 220V, blijkt ineens dat het opwarmen van het bed een stuk beter gaat. Dus in dat geval zeker voeding gerelateerd!
Nogmaals dank voor de geweldige tip – ook al is deze misschien wat technisch voor sommige gebruikers.
Toppie!
hans
Hallo,
Ik zag deze web site en las dit artikel over het verwarmen van het printer bed, dat dit een uur of langer kan duren is voor mij een raadsel ik heb een FlashForge Dremer NX en dit duurt misschien 10 minuten voor dit op temperatuur is. het enige dat ik veranderd heb aan mijn printerbed is de magnetische laag op het bed en ik smeer dat in met de welbekende Pritt plak stift en dat werkt geweldig, het schoonmaken is simpeler gewoon onder de kraan met afwas middel. afdrogen en weer op het bed leggen en het verwijderen van het print object is de magnetische laag van het bed halen en dan de print verwijderen.
Cor Jansen
Hi Cor,
De printer die ik hier gebruikte was een eerste generatie LeapFrog uit 2013 – dus alweer 5 jaar geleden.
Hoe bevalt de FlashForge Dremer NX? Doet deze self-leveling?
Ik heb mijn oude printer een paar jaar geleden verkocht – er was (voor mijn gevoel) gewoon niet mee te werken.
Maar … 3D printen vind ik nog steeds erg interessant, dus ik houd altijd mijn ogen open voor de verder ontwikkeling.
hans
Hoi Hans,
Ik heb 2 Flash Forge 3D printers de eerste die ik kocht was de Flash Forge Finder, dat is een printer uit de box en printen maar. Alleen het printer bed is 5,5 x 5,5 x 5,5 inch zo een beetje small.
De 2e die ik kocht is de Flash Forge Dreamer NX die heeft een groter print bed en ben er reuze te spreken over. je kunt wat prints zien op mijn web page onder “Gallery” http://www.cjansen.net
Ik woon in Amerika dus de prijzen zijn wat anders dan in Holland, nu je vraag over de zelf leveling, nee dat doet het niet uit de box maar het is heel gemakkelijk om dat de doen. er zijn wat gadges om dit automatisch te doen maar ik vond het niet waard om het te automatiseren. ik was in een paar minuten klaar met het levelen en was aan het printen in no time.
Cor Jansen
Hoi Cor,
wat leuk om te horen – zeker nadat ik net even naar jouw gallery heb gekeken!
Ik ben tijdelijk in Nederland na 15 jaar in WI te hebben gewoond, en daarna bijna 3 jaar in TX, maar kan niet wachten om weer terug “thuis” te zijn (nog even een baan vinden in het gebied waar ik eerst woonde). Een aantal foto’s op de home pagina doen me denken aan mijn eigen foto’s – in WI zat ik in een rural gebied en ik mis het vreselijk (herten, wilde kalkoenen, possum, etc in de tuin, en even vertoeven op de schietbaan is ook geweldig, maar daar kon ik dat ook in de achtertuin doen).
De prijzen zijn daar inderdaad “wat anders” ja haha …
Ik ga eens dieper duiken in de printer, misschien tijd om weer eens met 3D printen aan de slag te gaan.
Ik gebruikte destijds (toen het net uitkwam) Simplify3D en was daar zeer over te spreken (ook compatible met de Flash Forge printers).
hans